


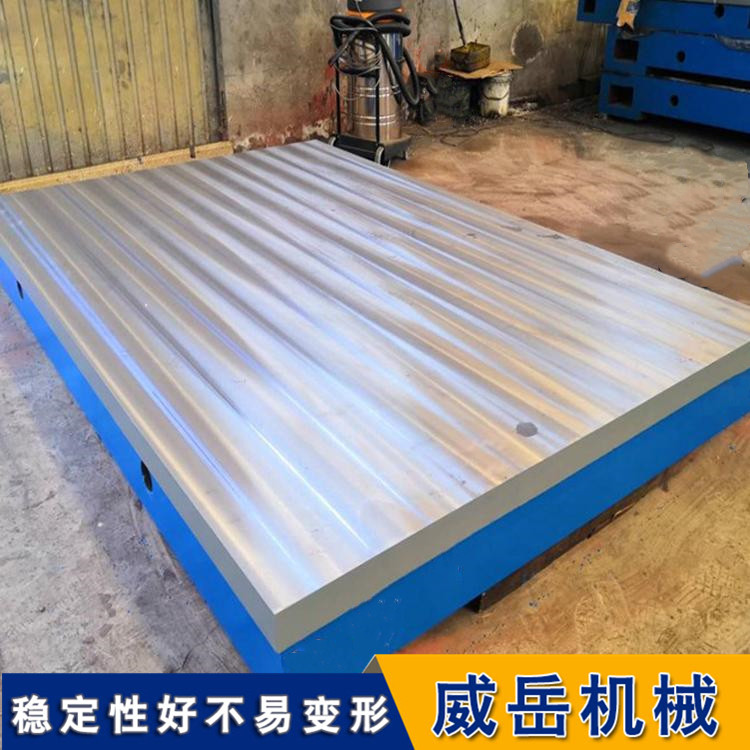

与铸铁地板厂家一起试验 铸铁地板应用于机械制造、化工、五金、石油、汽车制造、仪器仪表等制造行业。铸铁地板检验工作、机械加工、工具车间、机(检)修车间、大型设备底座、计量室以及加工的检验和精是机械测量中的基准台面。铸铁地板运送到客户厂中使用之前要进行安装,那么铸铁地板的安装方式有哪一起来了解下吧。
铸铁地板的安装方式有哪些:垫铁安装:铸铁地板调至水平、负荷均匀分布于各支点上。环境温度(20±5)℃。使用时应避免振动。铸垫铁安装的优点,安装快捷、移动方便。支架安装:铸铁地板轻放到支架上、调整支架上的微调螺栓至到铸铁地板水平。支架可减轻检验人员的劳架高度一般在500-600mm左右。地锚器安装:铸铁检验平台可以设计地锚器安装,先用户根据铸铁地板的图纸做好地基和预埋孔,然后到提前设置的预留孔里,将铸铁地板调整水平。地脚螺栓安装:铸铁地板根据用户的要求设计安装方式,地脚螺栓安装。
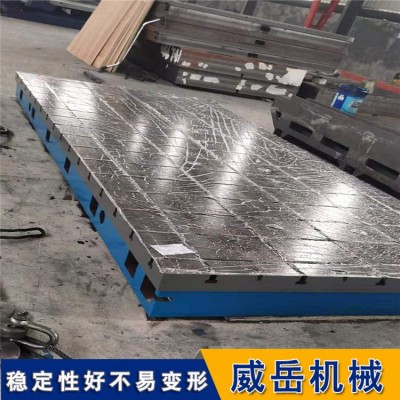
铸铁地板砂芯的分块是:一个铸件所需的砂芯数量,主要取决于铸件结构和铸造工艺方案。确定大型铸铁地板砂芯数量的原则是:尽量减少砂芯数量,以减少芯时费用,降低铸件成本,同时,也应考虑制芯下芯,检查方便,保证铸件质量精度。填砂面应宽敞,铸铁地板砂芯支撑面是平面,以便于安放和烘干,大型铸铁地板分盒面尽量与分型面一致。分块应便于下芯、合箱及检查,保证铸件精度。尺寸精度要求高的部分,尽可能用同一砂芯形成,尺寸过大的砂芯,为了便于造芯、下芯解决车间起重量不够的困难,可以分成几个小砂芯。
灰铸铁与球墨铸铁的凝固过程包括:共晶转变的末期,共晶晶粒与共晶晶粒之间、共晶晶粒与初生奥氏体枝晶之间互相衔接,剩余的低熔点残液处于晶粒部位,凝固。这种残液在铸铁中所占的体积分数虽然很小,但是,其中富集了多种偏析元素和夹杂物,它的凝固状态可以使铸铁件晶界问题,如共晶、晶界碳化物、晶界非金属夹杂物、畸形石墨、晶间缩松等,对铸件质量的影响很大。生产过程中影响剩余残液性质的因素也很多,铸铁化学成分的选定,熔炼用各种原材料的质量,熔炼过程的控制,铁液的后处理工艺等等。
铸铁地板时对芯撑的要求及使用***、无水气、无污物;同时芯撑放入铸型后,要尽快浇注,别是湿型,以免铸铁地板芯撑表面凝聚水气而产生气孔或熔合不好。芯撑材料的熔点应比铸件材质的熔点高,至少相同,以防止过早熔化丧失支撑作用。(对铸铁地板使用低碳钢或铸铁芯撑铸件用与铸件相同的合金做芯撑)。芯撑重量应适当,不能过大或过小。过小,易熔化,过大则不能与铸件很好焊合。铸铁地板芯撑不能用于重要表面上,应设在非加工表面或不重要的表面上。芯撑在铸件凝固过程中,应与铸件很好焊合。如果焊合不好则会引起渗陋,经不住打。铸铁地板壁厚小于8㎜的薄壁铸件尽撑。
联系人威岳机械谢女士15350773479
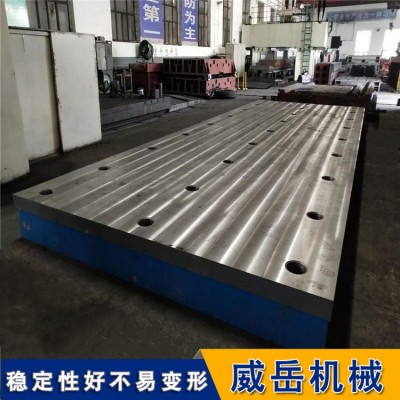
济南铸铁地板 T型槽底板生产厂家 标准件